


部分注塑模具成型制品脆性是由內應力引起的,一般來說,成型制品發脆通常都是注塑模具、設備、工藝以及注塑成品設計中某一個環節出了問題。比如選擇設計良好的螺桿,使塑化時溫度分配更加均勻;如果材料溫度不均,在局部容易積聚過多熱量,導致材料的降解。下面就針對各個環節做詳細的分析。
一.注塑成型設備方面
1.注塑機機筒內有障礙物,很容易引起熔體降解。
2.注塑機塑化容量太小,機筒內塑化不足;機器塑化容量太大,機筒內塑料加熱剪切時間太長,塑料容易老化,使產品脆。
3.注塑機頂出裝置不平衡,頂桿橫截面積變小。
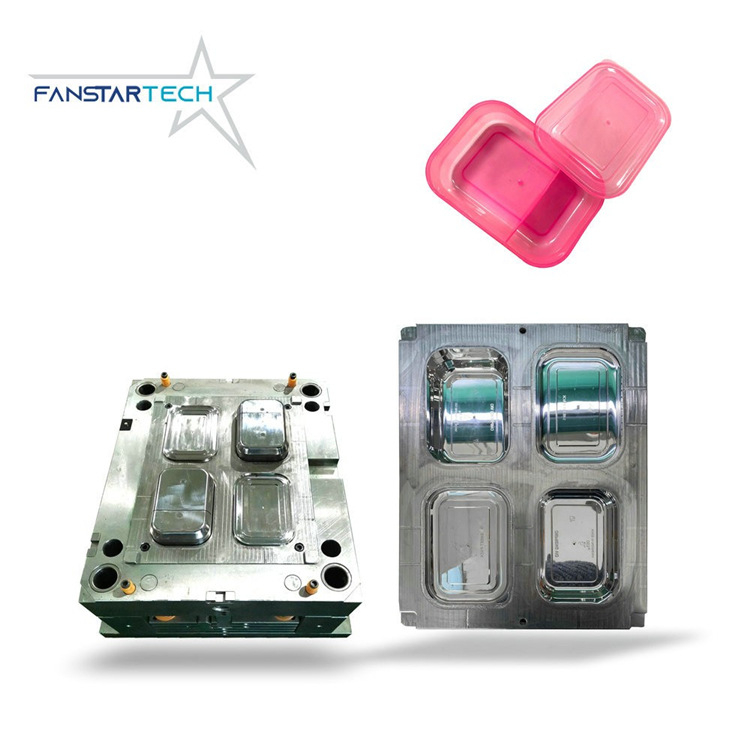
范仕達注塑模具
二.注塑模具方面
1.注塑模具澆口很小,要考慮調整澆口尺寸或增加輔助澆口。
2.分流道太小,應盡量平衡合理或增加分流道尺寸。
3.注塑模具結構不良導致注塑周期異常。
三.注塑注射工藝方面
1.機筒,噴嘴溫度過低。如果要改善,就要提高注塑溫度。
2.降低螺桿預塑背壓和轉速,減少剪切過熱引起的塑料降解。
3.塑料模具應具有適當的脫模斜度。難以脫模時,應提高型腔溫度,縮短冷卻時間。
四.注塑成型制品設計方面
1.產品具有應力開裂、間隙或厚度差異較大的尖角。
2.產品設計過薄或鏤空過多。

范仕達注塑模具
注塑模具設計必須加大主流道、分流道和澆口的尺寸,過小的主流道、分流道或澆口容易導致過多的剪切熱,從而導致聚合物的分解。范仕達的使命是掌握注塑生產核心技術,從成品生產需求與客人做注塑模具制作前技術交流分析,讓注塑模具交貨期短,壽命長,快速量產和成品質量優!有需要注塑注塑模具的歡迎聯系我們!
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


