智能科技有限公司")
智能科技有限公司")

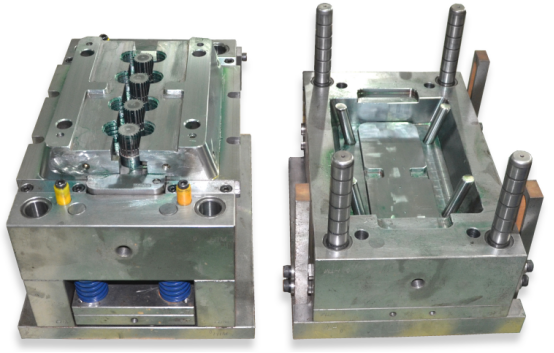
模具翹曲原因:
模具方面:澆口位置不當(dāng)
澆口數(shù)量不夠
頂出位置不當(dāng)使制品受力不均
頂出機(jī)構(gòu)卡死
工藝條件: 料溫
模具溫度過(guò)高
保壓時(shí)間太短
冷卻時(shí)間太短
強(qiáng)行脫模所致
制品設(shè)計(jì):壁厚不均,變化突然
結(jié)構(gòu)造型不合理

解決方案:
模具方面:在模具設(shè)計(jì)階段,應(yīng)確保模具結(jié)構(gòu)的合理性。具體來(lái)說(shuō),澆注系統(tǒng)和冷卻系統(tǒng)設(shè)計(jì)要合理,以減小成型過(guò)程中的溫度和壓力梯度,從而減小翹曲。同時(shí),應(yīng)使制品壁厚一致,以減小收縮不均產(chǎn)生的翹曲。此外,如果模具的平行度誤差積累過(guò)大,或者推件塊上的孔不垂直導(dǎo)致小凸模偏位,以及凸模或?qū)е惭b不垂直,都會(huì)導(dǎo)致翹曲。因此,需要重新修磨裝配或返修或更換相應(yīng)的部件。
工藝條件:1.調(diào)整注射壓力、注射速度和模具溫度等工藝參數(shù)。例如,降低注射壓力和保壓壓力,降低注射速度,以及調(diào)整模具的溫度控制,使其冷卻均勻。2.增加熔膠量,提高注射壓力,提高機(jī)筒溫度和注射速度,以及充分排氣,以改善填充不足和收縮凹陷等問(wèn)題。
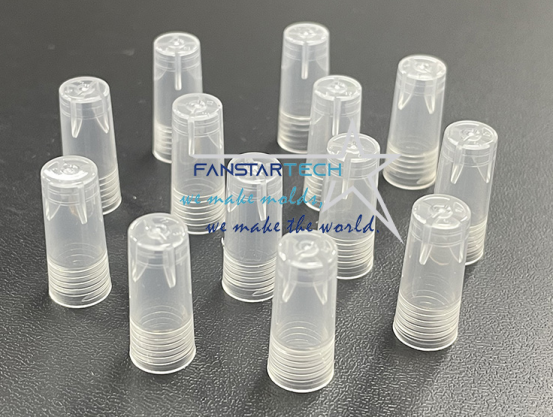
制品設(shè)計(jì):制品形狀和尺寸,制品壁厚,加強(qiáng)筋設(shè)計(jì),孔位設(shè)計(jì),結(jié)構(gòu)設(shè)計(jì)。
范仕達(dá)采取多種措施來(lái)解決注塑模具翹曲問(wèn)題。從優(yōu)化產(chǎn)品設(shè)計(jì)、提高模具加工精度、控制成型工藝參數(shù)、維護(hù)保養(yǎng)模具、檢測(cè)和修正翹曲、持續(xù)改進(jìn)和研發(fā)等方面進(jìn)行綜合治理,不斷提高產(chǎn)品質(zhì)量和競(jìng)爭(zhēng)力。
注微信公眾號(hào)") 關(guān)注微信公眾號(hào)
關(guān)注微信公眾號(hào) 微信咨詢
微信咨詢


